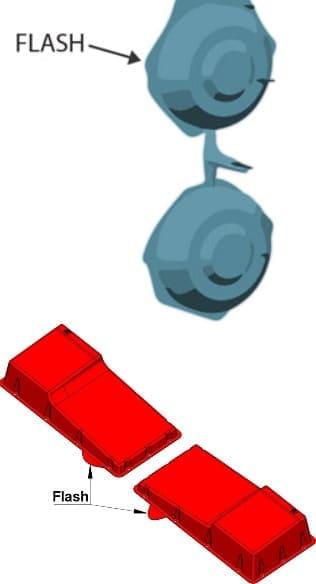
Exceso de plástico que sobresale en líneas de separación o bordes de la pieza.
- Presión de sujeción insuficiente - Presión de inyección excesiva - Diseño de moho deficiente (por ejemplo, superficies de separación dañadas o desgastadas)
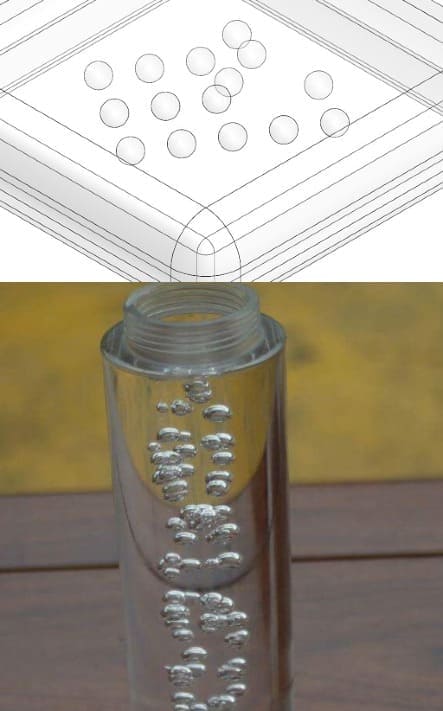
Vacío
Los bolsillos de aire o burbujas atrapadas dentro de la parte moldeada, debilitando la integridad estructural.
- Ubicación de la puerta en una sección delgada causando enfriamiento desigual - inyección insuficiente o presión de retención - alta viscosidad de fusión
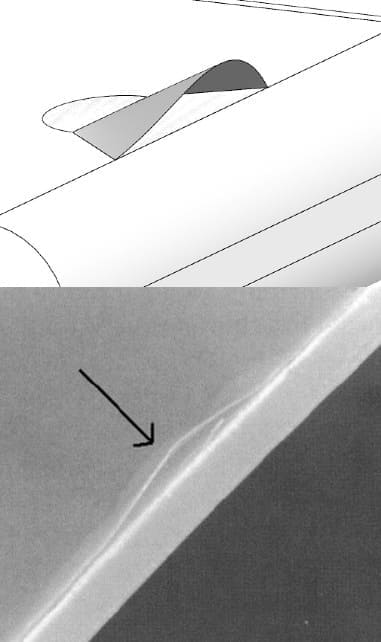
Delaminación
Las capas superficiales se despegan o se desprenden; Parte desintegra la capa por capa.
- Resina plástica contaminada - humedad excesiva en la resina - uso excesivo de agentes de liberación de moho
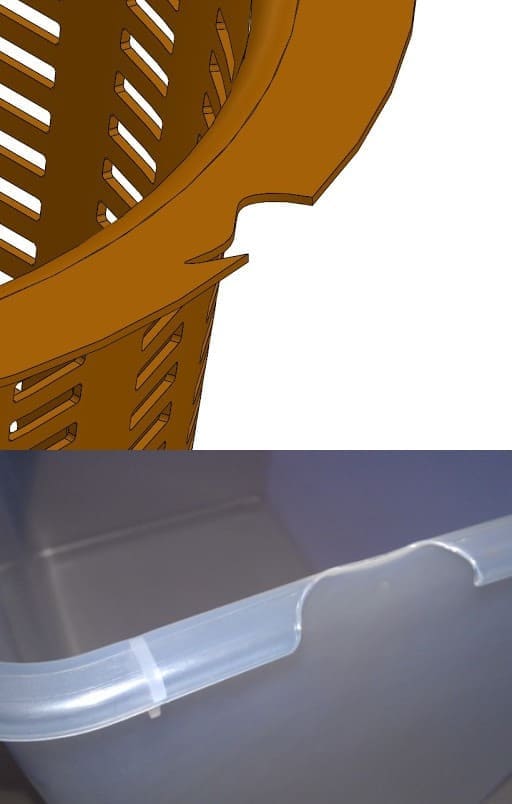
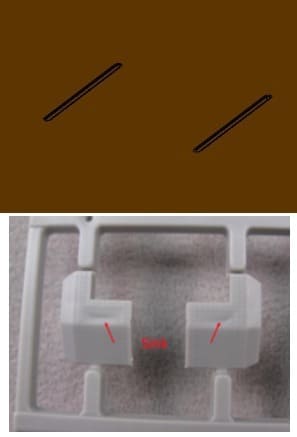
Disparos cortos
Llenado incompleto de la cavidad del moho, lo que resulta en secciones faltantes de la pieza.
- Volumen de disparo insuficiente : canales de flujo estrechos o bloqueados - Velocidad o presión de inyección baja
Decoloración y marcas quemadas
Variación de color inesperado o marcas oscuras en la parte moldeada.
- Temperatura excesiva del moho - Velocidad de inyección baja que causa degradación del material
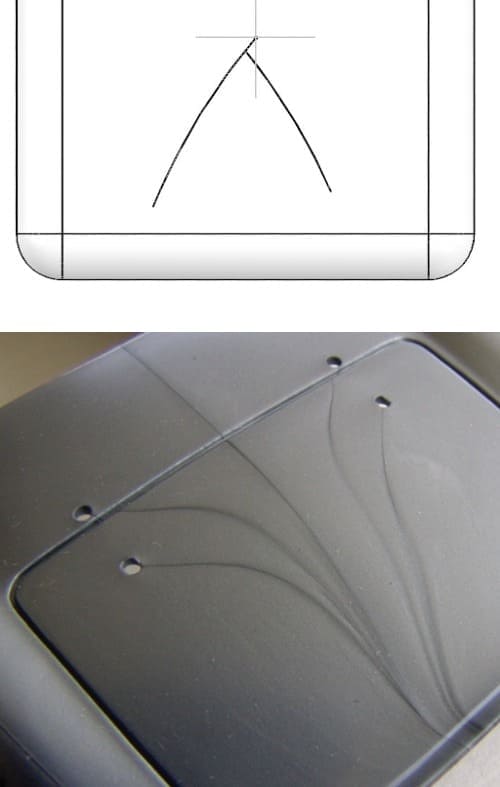
Líneas de flujo
Patrones o líneas onduladas visibles en la superficie de la pieza siguiendo la ruta de flujo del plástico.
- Velocidad o dirección de flujo de fusión inconsistente - Variación en el grosor de la pared - Velocidad y presión de inyección subóptima
Marcas de fregadero
Depresiones o abolladuras en áreas más gruesas de la pieza debido a la contracción interna.
- Enfriamiento inadecuado o desigual en secciones gruesas - Presión de empaque/sostenimiento insuficiente - Diseño de pieza inadecuada (grosor de pared no uniforme)
Siguiente página contaremos sobre cómo resolver estos defensores, bienvenidos a contactar a Shine (correo electrónico: shine@swymould.com o teléfono: +86 15757668880), ¡gracias!